Performance Criteria for Automotive Extrusions
- Piece cost: Multi-functional extrusions
- Tooling cost: tooling is much lower than castings
- Development time: Tooling in 2 weeks
- Thermal management: aluminum conducts heat efficiently
- Corrosion resistance: aluminum is naturally corrosion resistant. No coatings required
- Weight: economical lightweighting
- Maintenance: threaded hole options, flow drill screws
- Structural Integrity: Strong, sectional stiffness, crash structures
- Crash management: Efficient crush structures around perimeter and in load path
- Ease of Assembly: Easy to shape & machine; weld & adhesive friendly, maintain straightness over long-length side rails
- Leaks, sealing: Single piece, leak-free across long lengths
- Environmental Product Declaration
- Partner with an Extruder
Geometry
The illustrations of successful extrusion designs for the various applications portrayed in the interactive applications guide show how profile design can help meet the most demanding requirements.

Alloy Chemistry
Cost Performance & Drivers
Alloy performance – and cost - can be tailored by Mg and Si composition. There are currently over 110 6xxx series alloys – the series most often used for extrusion – registered with the Aluminum Association. Here is how a few of the alloys most frequently specified for auto applications compare:
Mg-Si Concentration and Strength chart
Note: While 6005A and 6008 have similar composition, 6008 has the addition of Vanadium which can lead to improved grain refinement and bend strength.
Common Aluminum Extrusion Alloys for Automotive Components
| Alloy, Temper | Yield Strength (Mpa) | Ultimate Tensile (Mpa) | % Elongation | Surface Quality | Bending | Extrudability, Processing & Cost |
|---|---|---|---|---|---|---|
| 6063, T6 | 170 | 205 | 8 (<3.2mm), 10 (>3.2mm) | Excellent finish & corrosion resistance | Good | Superior extrudability, Easy quench |
| 6005A, T61 | 225 | 260 | 8 | Superior corrosion resistance | Good | Superior extrudability & quench |
| 6008, T6 | 215 | 270 | 8 | Superior corrosion resistance | Good | Superior extrudability & quench |
| 6061, T6 | 240 | 260 | 8 | Good corrosion resistance | Manageable | Good extrudability, quench demanding |
| 6082, T6 | 260 | 310 | 6 | Good corrosion resistance | Manageable | Good extrudability, very quench demanding |
Source: Rio Tinto Aluminum, Magnode, A Shape Corp. Company
Alloys for Precision Tubing
Most of the structural applications on a vehicle use 6000-series alloys because they provide the optimal balance of performance, cost, and availability. The material properties are included in the Materials section above. In micro-extrusions, there is versatility in alloy selection:
| Alloy | Attribute | Applications |
|---|---|---|
| 1100 | Highly formable, corrosion resistance | Multi-hollows, conductivity |
| 3003 | Stronger than 1100, yet formable | Micro-channels, tubing, heat transfer |
| 6061 | Strong, versatile, structural | Driveshafts, springs, shocks, brakes |
| 6063 | Heat transfer, strong | Heat sinks, lighting fixtures |
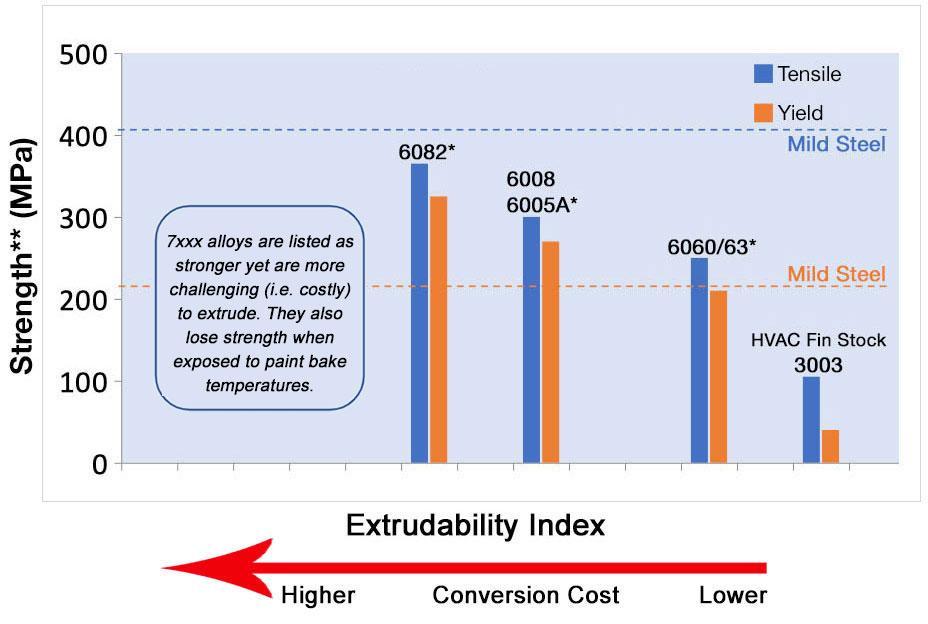
Extrudability & Conversion Cost of Extrusion Alloys
Aluminum Alloys 6005A, 6063 and 6082 are commonly used for automotive structures because their strength is close to mild steel, yet at one-third the density. Note that as strength increases, “extrudability” – or the difficulty of producing the extrusion decreases, resulting in a higher conversion cost.
* T6, except 6005A at T61
** Given the range of compositions and processing paths for a given alloy, these characteristics should be considered typical; significant variations are possible.
Source: Base data from Rio Tinto
Microstructure
Microstructure – i.e.: grain size, structure, geometry and the thickness of the outer layer – is the third key variable in determining part performance. Note that microstructure is determined by both chemistry and extrusion process parameters – especially extrusion temperature and quench speed. It is particularly critical in managing extrusion straightness, twist, and bowing.
Recrystallized Grain

- Most frequent type
- Grain size ranges between 25 and 400 microns
- Max grain size should be controlled for formability
Fibrous Grain

- Typically higher strength alloys with specific alloy elements Mn, Cr, Zr
- Increased mechanical properties, increased fracture resistance
- Reduced ductility
Mixed Grain Structure (Fibrous / Recrystallized)

- Fully fibrous grain may not be achievable, surface recrystallizes first
- Recrystallized layer thickness needs to be specified; ductility, other mechanical properties may be impacted if recrystallized layer is too thick or grain size too large.
Environmental Product Declarations (EPDs)
Understanding the environmental footprint of aluminum extrusions is crucial for industries, including the automotive sector. Environmental Product Declarations (EPDs) play a vital role in this process by providing comprehensive environmental metrics on materials used. Here are key highlights on EPDs relative to aluminum extrusions for the automotive market:
- Report global warming potential (GWP), ozone depletion, acidification, eutrophication, smog formation, and abiotic resource depletion per pound or kilo of product.
- Comply with specific Product Category Rules (PCRs) and ISO standards.
- Upon certification, EPD is valid for 5 years.
- Industry Average EPDs available since 2016, updated in 2022.
- The new EPD generator tool allows customized and site-specific reports.
- Enables easy assessment of billet feedstock impact on extrusion’s footprint.
- Certified by third-party environmental consultants.
This helps the automotive industry make informed decisions about their environmental impact and improve sustainability practices. For more on EPD, https://aec.org/extrusion-epdslca
Partner with an Extruder
As noted, microstructure is determined by both chemistry and extrusion process parameters, especially extrusion temperature and quench. Hence it is equipment and process specific.
Work closely with your extrusion partner to assure optimal extrusion performance and cost.
Ready to get started? Find an extruder